Loading...
Loading...
Loading...

Manufacturing has witnessed remarkable technological progress over the last two decades. The legacy automation has transformed production by improving accuracy, productivity, and consistency. Yet many manufacturers continue to face production delays, unplanned downtime, inventory mismatches, quality issues, and slow decision making. The challenge is not only machine automation. It is the lack of coordination between systems, departments, and business processes. Modern manufacturing requires connected operations where information flows seamlessly across the entire factory.
The Hidden Manufacturing Coordination Gap That Impacts Every Production Facility
Manufacturing is a connected process where production planning, material availability, machine performance, quality inspection, maintenance, warehousing, and business management constantly influence one another. In many factories, these functions still operate on independent software platforms and legacy automation systems that do not exchange information in real time. As a result, each department performs efficiently within its own scope, but the overall manufacturing process suffers from delayed communication, inconsistent decisions, duplicated efforts, and reduced operational visibility. These coordination gaps gradually impact productivity, customer responsiveness, and business profitability.
The Business Cost of Disconnected Manufacturing Systems
Disconnected manufacturing environments create operational challenges that extend far beyond communication delays. Production planning relies on outdated information, maintenance remains reactive instead of predictive, inventory records fail to match actual consumption, and quality issues are often detected after production is complete. These inefficiencies reduce Overall Equipment Effectiveness, increase operating costs, extend production lead times, and limit an organization's ability to respond quickly to customer demands. While the problems appear independent, they often originate from fragmented information flow throughout the manufacturing process.
Why Many Manufacturers Hesitate to Modernize Their Operations
Many manufacturers recognize the limitations of legacy automation but hesitate to modernize because they believe digital transformation requires replacing existing machines and interrupting production. Concerns over implementation costs, operational risks, and return on investment often delay modernization initiatives. In reality, most legacy equipment continues to provide reliable production performance. The real challenge is enabling these systems to exchange operational data with modern manufacturing platforms without disrupting existing operations.
Why Modernization Does Not Mean Replacing Legacy Systems
Manufacturing modernization is not about replacing equipment. It is about intelligent integration. Existing PLCs, machines, and automation systems can be connected through industrial communication gateways, OPC UA, MQTT, edge devices, Industrial Ethernet, and customized automation architecture. This approach protects previous investments while allowing manufacturers to build a connected production environment where legacy infrastructure works seamlessly alongside modern digital technologies.
The Shift from Machine Automation to Manufacturing Orchestration
Traditional automation focuses on controlling individual machines. Modern manufacturing demands complete operational synchronization across production planning, maintenance, quality, inventory, warehousing, and enterprise management. Manufacturing orchestration creates a unified environment where Information Technology and Operational Technology work together, enabling real time production visibility, automated data collection, faster engineering decisions, and improved collaboration across every department. The result is a manufacturing ecosystem capable of responding dynamically to changing production conditions.
IT/OT Integration, MES, Analytics and Robotics as One Connected Manufacturing Layer
Connected manufacturing combines IT OT Integration, Manufacturing Execution Systems, Advanced Analytics, Industrial Robotics, and customized automation into a single intelligent framework. MES coordinates shop floor execution while capturing production data and ensuring traceability. Advanced Analytics transforms operational information into predictive insights for maintenance and quality improvement. Industrial Robotics improves precision, repeatability, and productivity by integrating seamlessly with production workflows. Together, these technologies eliminate information silos and enable real time manufacturing control.

Business Outcomes of a Connected Manufacturing Ecosystem
A connected manufacturing ecosystem improves production visibility, machine utilization, inventory accuracy, predictive maintenance, quality control, and operational agility. Manufacturers gain the ability to identify bottlenecks faster, reduce downtime, improve Overall Equipment Effectiveness, and make informed business decisions using live production data. By integrating legacy infrastructure with modern manufacturing technologies, organizations create a scalable foundation for higher productivity, improved customer satisfaction, and sustainable business growth.
From Automation to Orchestrated Manufacturing
Manufacturing excellence is not only defined by automated machines alone. It depends on how effectively machines, people, software platforms, and business systems work together. By eliminating operational silos through IT/OT Integration, MES, Advanced Analytics, Industrial Robotics, and customized automation solutions, manufacturers can transform disconnected operations into one intelligent manufacturing ecosystem. The future belongs to organizations that move beyond isolated automation and embrace connected, synchronized, and data driven manufacturing.
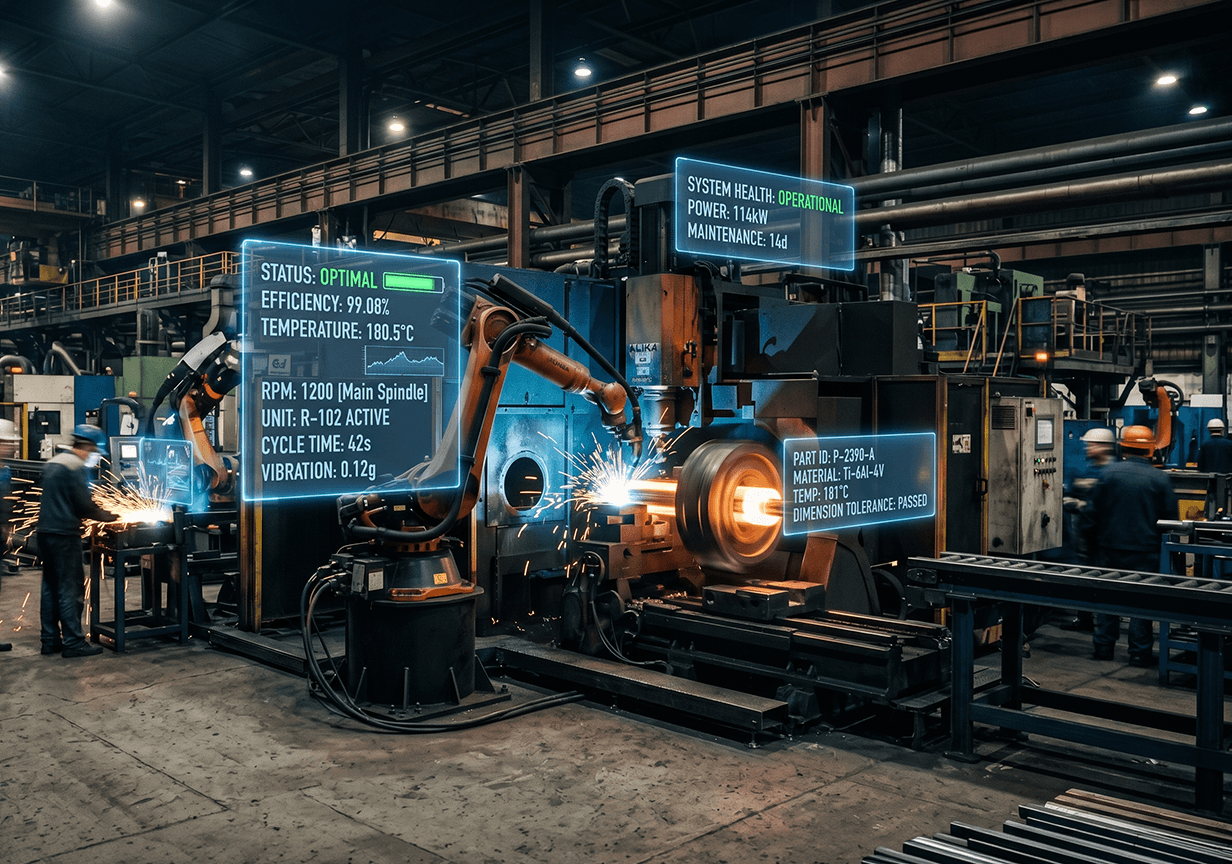
Discover how digital manufacturing is transforming production systems through real-time monitoring, automation, predictive maintenance, data-driven decision-making, and Industry 4.0 technologies.
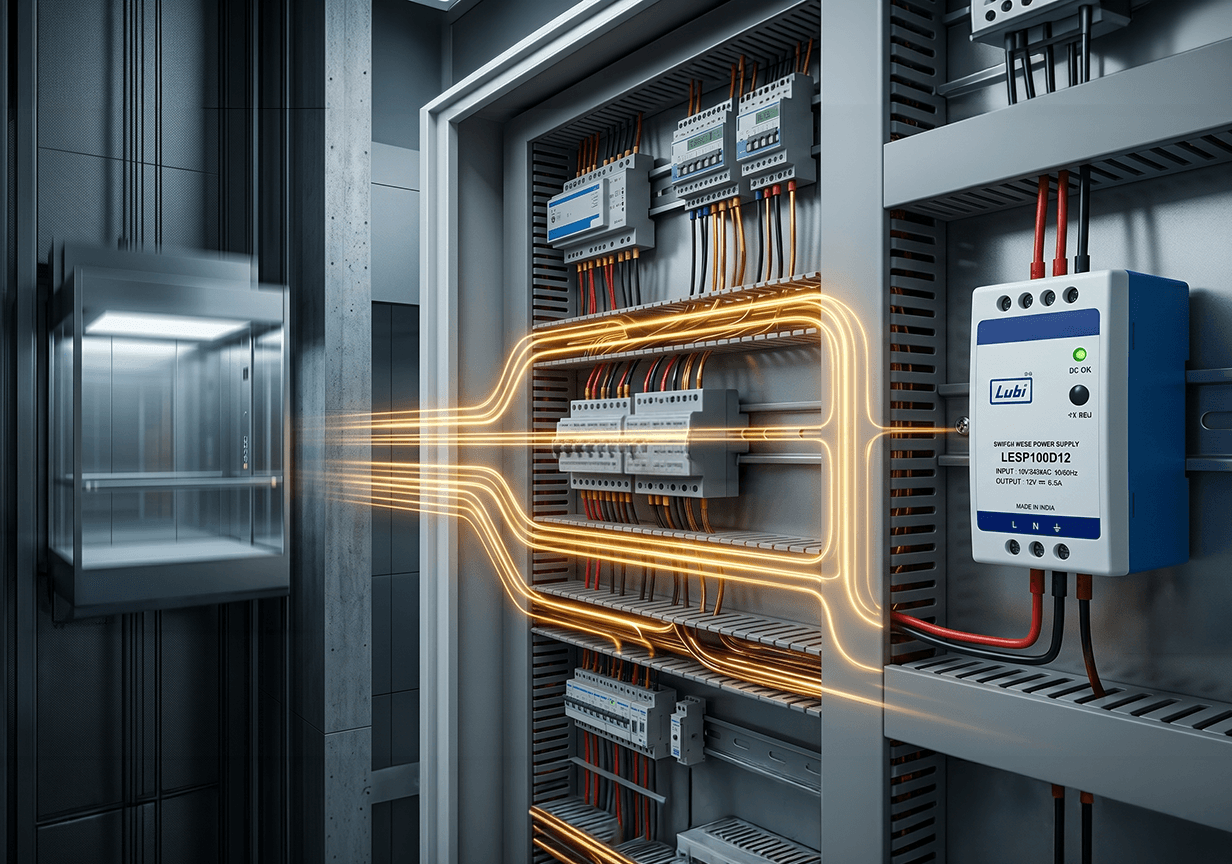
Learn how SMPS ensures stable power supply in elevators, improving performance, safety & reliability with Lubi Electronics solutions.

The semiconductor industry operates in one of the most demanding and high-precision environments. As chips get smaller and performance demands grow higher, manufacturers face immense pressure
